













| 产品精度 | 0.005MM以内 |
|---|---|
| 品级 | 高精度宝石级金刚石 天然金刚石 |
| 材质 | 合金钢 |
| 产地 | 河南 |
| 工艺 | 粉末冶金烧结 CVD烧结 电铸法 |
| 规格 | 36#-100# |
| 厚度 | 根据客户定制 |
| 粒度 | 40-200目 |
| 适用范围 | 固结磨具 树脂磨具 陶瓷超硬砂轮 |
| 形状 | 异形 |
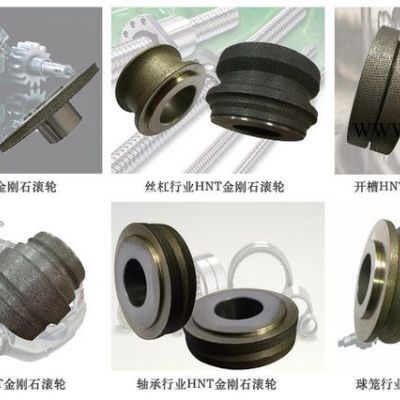
| 适用行业 | 机床 汽车 轴承 工具 柱塞液压等行业成型修整 |
| 结合剂 | 金属结合剂 电镀结合剂 |
| 发货期限 | 30天 |
| 品牌 | 郑州华菱超硬 |
| 加工定制 | 是 |
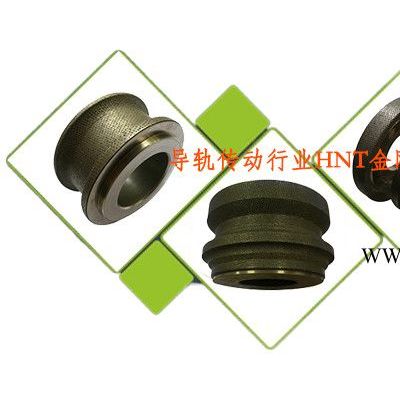
高性价比高精度成型仿型修整用金刚石滚轮.
高性价比高精度成型仿型修整用金刚石滚轮.金刚石滚轮是一种新发展起来的修整工具,它与单颗粒金刚石笔修整砂轮相比,在进行非直线修整时其修整时间要短得多,且易修整出各种复杂的成形表面。金钢石滚轮修整砂轮的方法分为切入式滚轮修整和摆式滚轮修整,因切入式修整器结构比摆式修整器简单,故在实际生产中应用较多一些。切入式滚轮修整中,与外圆切入磨削工件相似,滚轮由电机驱动旋转,相对砂轮做切入运动,从而进行砂轮修整。表征滚轮切入式修整的主要参数有:修整速比qd、修整进给量及光修转数

高性价比高精度成型仿型修整用金刚石滚轮.砂轮磨损的原因及整形、修锐原理.在磨削过程中,由于磨削力和磨削温度的作用,砂轮工作表面上的磨粒会逐渐的磨钝。磨钝后的砂轮,将影响被磨工件的表面质量和几何精度,常引起震动、噪音、粗糙度增大,产生裂纹,烧伤和残余应力等。因此,砂轮和其它切削刀具一样, 需要定期“刃磨”,也**是需要定期修整.
高性价比高精度成型仿型修整用金刚石滚轮.超硬磨料砂轮具有优良的磨削性能,抗磨损能力强,勿需经常修整,但在初始安装使用或用钝修整时却比较困难。超硬磨料砂轮的修整通常分为整形和修锐两个工序。整形是对砂轮进行微量切削,使砂轮达到所要求的几何形状精度,并使磨粒微细破碎,形成锋利磨刃。修锐时去除磨粒间的结合剂,使磨粒间有间隙,便于容屑,并使磨粒漏出结合剂之外,形成切削刃.
高性价比高精度成型仿型修整用金刚石滚轮.对于结合剂疏松型超硬磨料砂轮(如陶瓷结合剂金刚石或立方氮化硼砂轮),整形和修锐可以在一个工序中同时进行;对于结合剂密实型超硬磨料砂轮(如树脂或金属结合剂金刚石滚轮),整形和修锐则应分别进行。
高性价比高精度成型仿型修整用金刚石滚轮.金刚石滚轮安装参考:
四、金刚石滚轮的使用说明:
1.用户应尽可能采用专用滚轮修整装置,并保证机床及修整装置有足够的精度和刚性;
2.滚轮与安装芯轴之间的配合间隙应≤0.005mm;
3.滚轮与被修整砂轮的线速度之比为0.4~0.7;
4.用户须正确安装滚轮并校调滚轮的跳动,安装后,滚轮基准端面的端面跳动和基准外圆的径向跳动均应不超过0.002mm;
5.安装拆卸滚轮时严禁直接敲击滚轮,防止滚轮的型面或基准被破坏;
6.滚轮修整砂轮时应保证滚轮有可靠、充分的冷却;
7.修整时应避免砂轮对滚轮造成冲击,以免破坏滚轮的精度;
8.为延长滚轮寿命,滚轮修整砂轮时,每次修整进给量尽可能不超过 0.02mm;
9.滚轮不旋转时不能接触、修整旋转的砂轮,这会导致滚轮精度的丧失;
10.使用中有不明之处,请及时与制造商联系,请勿加工、改动滚轮,以免导致滚轮精度丧失
金刚滚轮制造两种工艺,烧结,电镀区别说明
注;金刚滚轮制造两种工艺,镶嵌式冶金粉末烧结工艺和欧洲电铸式精密电镀工艺(引进英国consort金刚滚轮制造工艺),烧结和电镀区别是结合剂和加工工艺不同,烧结是铜和钨粉结合剂,电镀是镍和硬质合金,切记。。。。。电镀金刚滚轮严禁敲打,工人拿小心掉在地上摔坏,冷确液一定要加足,磨床进刀接触时须慢点,金刚滚轮内孔拉伤,金刚滚轮安装请用热套法务必校正轴,端面跳动0.003,否则达不到磨制产品加工要求。
金刚滚轮整体精度 0.005,
1, 金刚滚轮的价格交货期和我公司加工工艺有关。
2, 交货期, 内镀15-20天 烧结20-25天
高性价比高精度成型仿型修整用金刚石滚轮.我司专业化为客户定制金刚石精密滚轮,完善的售后服务及专业的工程师为你解决产品疑问和定制化服务.欢迎致电郑州华菱技术苑经理.










