














| 品牌 | 亨恒 |
|---|---|
| 型号 | 可定制 |
上海亨恒金刚石(重庆)有限公司
联系人:王旋凯
电话:023-61913076
手机:15683887559
邮箱:1123483851@qq.com 2873341848@qq.com
网址://cqjgs.b2b.hc360.com
地址:重庆市九龙坡区白市驿
亨恒金刚石为您服务 做到**好 客户至上!!!
如需订购我们的产品,请事先与我们沟通确认价格及库存后再下单!
提供订做各种规格,欢迎来图来样订做!

是否提供加工定制
是
样品或现货
现货
是否标准件
标准件
材质
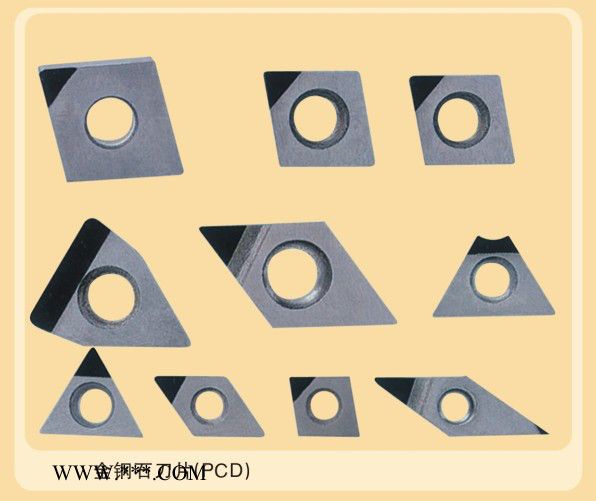
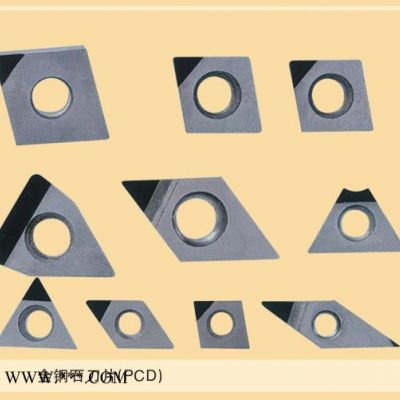
聚晶金刚石
适用机床
车床
结构类型
机夹式
规格
DCGW
加工范围
铝合金,铜
立方氮化硼(CBN)在切削加工中的应用 用PCBN刀片精车淬硬钢 加工硬铸铁和灰口铸铁 高速镗削铸件孔 铰削淬硬钢或硬铸件小孔用于难加工材料的切削加工 采用PCBN刀具精车淬硬钢,其工件硬度高于45HRC**。其切削速度一般为80~120m/min,工件硬度越高,切削速度宜取低值,如车硬度为70HRC的工件,其切削速度宜选60~80m/min。精车的切深在0.1~0.3mm,进给量在0.05~0.025mm/r,精车后的工件表面粗糙度为Ra0.3~0.6μm,尺寸精度可达0.013mm。若能采用刚性好的标准数控车床加工,PCBN刀具的刚性好和刃口锋利,则精车后的工件表面粗糙度可达Ra0.3μm,尺寸精度可达0.01mm,可达到用数控磨床加工的水平。 如果机床刚性好,选用的切削速度较低,则选用PCBN复合刀片可精车断续表面。 精车加工余量一般为0.3mm左右,尽可能提高工件淬火前的尺寸精度和减少热变形,以保证精车时切削余量均匀,延长PCBN刀具的使用寿命。 精车一般不用切削液,因为在较高的切削速度下,大量的切削热由切屑带走,很少会停留在工件表面而影响加工表面质量和精度。 精车刀片宜选用强度和韧性高的80°菱形刀片,刀尖半径在0.8~1.2mm之间,为保护刀具刃口,使用前需用细油石倒棱。 精车淬硬工件是一门新工艺,实施前需做工艺试验,可用与工件材料、硬度和大小相同的棒料,在同类机床上进行精加工或粗加工试验,关键是要试验刀具与切削参数的选择及工艺系统是否有足够的刚性。该工艺目前国内已经采用,如一汽集团用PCBN刀具加工渗碳淬火(58~63HRC)的20CrMnTi变速箱齿轮拨叉槽,采用的工艺参数为Vc=150m/min,f=0.1mm/r,ap=0.2~0.3mm,实现了以车代磨。加工硬铸铁 用PCBN刀具车削淬硬钢时,要求工件淬火硬度高于45~55HRC,加工硬铸铁时,只要硬度达到中等硬度水平(45HRC)**会取得良好的加工效果。如汽车发动机缸盖上的排气阀座,该阀座是采用含铜、钼的高铬合金铸铁材料,其硬度一般约为44HRC,其阀座上孔采用锪(铰)、车两种工艺,大多是在专用自动线上加工,与枪铰导管孔一道进行。所采用的切削用量为:Vc=71.6m/min,Vf=26.5mm/min,ap=1.0mm,采用BC拉削油,自采用PCBN刀具加工后,与以往采用的各种硬质合金刀片加工相比,刀具平均耐用度为1200件,加工表面粗糙度为Ra0.4μm,阀座面摆差≤0.05mm。东风汽车公司发动机厂自1988年使用PCBN刀具后,其效果一直保持稳定,较好地解决了引进设备的刀具国产化问题。随着中国汽车制造业的高速发展,国内刀具行业也异常活跃,蓬勃发展,国内外的刀具公司都看中了中国这个大市场,国际上**的刀具和刀辅具公司及其产品几乎都进入了中国,如瑞典的Sadvik携旗下Coroman、Titex、Walter,等公司, 德国的Mapal、laitz、Guhring,以色列的Iscar、日本的OSG,大昭和等,美国的Valinite、Ingosoll,等。这些外国刀具公司在刚进入中国时,对中国超硬刀具市场的发展估计并不足,有的仅是委托中国代理商销售一部分刀具,售后服务等工作还未能有力跟上,逐渐地他们认识到这个市场的重要性,开始在中国设立办事处,并进而在中国进行直接销售,原来实行的单一代理方式也开始变化,近两年更有了新的本质的变化,很多国外刀具公司开始在中国设厂,直接在中国当地制造刀具、提供各种服务,如山高公司在上海设立了制造工厂,山特维克在廊坊设立了工厂,住友电气在天津设立了工厂,肯纳、欧士机等在上海都设有工厂,蓝帜公司**在南京新扩建了其工厂,增加了刀具制造和刃磨设备,格林公司在上海的具有珩磨刀具制造和修磨功能的工厂也即将正式开业。专门制造和修磨各种客户需求的特殊刀具,其特点是反应快,不管批量大小,且能及时到现场进行直接技术支持。另外以舒伯哈特公司为首的专业做超硬刀具的公司也同样在上海设立了生产工厂,专门进行超硬刀具如金刚石刀具和CBN刀具的加工和修磨工作,其业务量也很大,帮助不少客户解决了超硬刀具的修磨工作。高速铣削灰口铸铁 高速铣削灰铸铁时,一般粗加工当然可以使用K类硬质合金,精加工可用氦化硅陶瓷刀片。如在一个装有8块刀片的端铣刀上改用只装对称式的两片PCBN刀片,并将切削速度提高4倍,其结果是金属切除率相同,而切削力却下降3/4,刀具寿命与加工质量超过前者。 对珠光体铸铁与冷硬铸铁,也宜采用PCBN刀具进行高速加工,与其它刀具材料比较,可提高切削速度、延**具寿命、降低了表面粗糙度。在高速镗杆上采用成对镶片PCBN镗刀与单片镗刀相比,其平衡性好,从而增加了镗杆的刚性,在给定的进给量下,采用PCBN双刀片镗孔可获得高的金属切除率与表面质量。 目前国内已有较多的发动机制造厂,对气缸体的缸孔(或缸套)精加工已使用PCBN刀具。如上海大众和一汽集团的发动机厂,缸孔精镗均采用PCBN刀片并可自动补偿(υc=500m/min,f=0.2mm/r,ap=0.1mm)。所以加工出的缸孔精度高、尺寸稳定,而且生产效率高,刀具寿命长。 对于小孔镗削,虽可使用陶瓷或涂层刀片,但刀片应带有负前角,这将增加切削和排屑的阻力,易使细长镗杆产生振动。若用PCBN刀具进行高速镗削,其孔的表面质量好、生产效率高。对这类工件的孔加工宜采用CBN电镀铰刀。这种铰刀是以其硬度为42HRC的45号钢或9CrSi钢作为基体,具有前后导向和切削部分,其基体制造精度要高,设计要合理。如其铰刀的前导向部分直径要小于切削刃部分直径0.04mm,切削区的长度要大于工件孔深,后导向的长度要大于切削区长度,其直径应小于切削刃部直径0.02mm。为了在铰削中能用切削液冲洗切屑和冷却润滑加工表面,其铰刀基体上开有两条较深的螺旋槽。 如某厂加工淬火钢工件孔f12.06±0.05mm,硬度为45HRC,底孔尺寸为f12±0.01mm,要求孔的圆柱度为0.005mm,表面粗糙度为Ra0.2μm。采用一组五把的电镀CBN铰刀加工后,取得较好的经济效果。有的发动机制造厂采用金刚石或CBN电镀铰刀对气缸体的主轴承孔进行珩铰,代替原来的珩磨加工,使加工效率提高了数倍,且质量稳定。采用带正前角的PCBN刀具,选用适当的切削参数,即Vc=100m/min,f=0.05~0.2mm,ap=0.1~0.2mm,采用极压型乳化液或油冷却液,可加工奥氏体不锈钢(45HRC)、高温合金钢、高锰钢、高强度钢及高镍合金钢等材料,可获得较高的加工效率和表面质量。 编辑本段立方氮化硼(CBN)在切削加工中的应用 用PCBN刀片精车淬硬钢 加工硬铸铁和灰口铸铁 高速镗削铸件孔 铰削淬硬钢或硬铸件小孔用于难加工材料的切削加工 采用PCBN刀具精车淬硬钢,其工件硬度高于45HRC**。其切削速度一般为80~120m/min,工件硬度越高,切削速度宜取低值,如车硬度为70HRC的工件,其切削速度宜选60~80m/min。精车的切深在0.1~0.3mm,进给量在0.05~0.025mm/r,精车后的工件表面粗糙度为Ra0.3~0.6μm,尺寸精度可达0.013mm。若能采用刚性好的标准数控车床加工,PCBN刀具的刚性好和刃口锋利,则精车后的工件表面粗糙度可达Ra0.3μm,尺寸精度可达0.01mm,可达到用数控磨床加工的水平。 如果机床刚性好,选用的切削速度较低,则选用PCBN复合刀片可精车断续表面。 精车加工余量一般为0.3mm左右,尽可能提高工件淬火前的尺寸精度和减少热变形,以保证精车时切削余量均匀,延长PCBN刀具的使用寿命。 精车一般不用切削液,因为在较高的切削速度下,大量的切削热由切屑带走,很少会停留在工件表面而影响加工表面质量和精度。 精车刀片宜选用强度和韧性高的80°菱形刀片,刀尖半径在0.8~1.2mm之间,为保护刀具刃口,使用前需用细油石倒棱。 精车淬硬工件是一门新工艺,实施前需做工艺试验,可用与工件材料、硬度和大小相同的棒料,在同类机床上进行精加工或粗加工试验,关键是要试验刀具与切削参数的选择及工艺系统是否有足够的刚性。该工艺目前国内已经采用,如一汽集团用PCBN刀具加工渗碳淬火(58~63HRC)的20CrMnTi变速箱齿轮拨叉槽,采用的工艺参数为Vc=150m/min,f=0.1mm/r,ap=0.2~0.3mm,实现了以车代磨。加工硬铸铁 用PCBN刀具车削淬硬钢时,要求工件淬火硬度高于45~55HRC,加工硬铸铁时,只要硬度达到中等硬度水平(45HRC)**会取得良好的加工效果。如汽车发动机缸盖上的排气阀座,该阀座是采用含铜、钼的高铬合金铸铁材料,其硬度一般约为44HRC,其阀座上孔采用锪(铰)、车两种工艺,大多是在专用自动线上加工,与枪铰导管孔一道进行。所采用的切削用量为:Vc=71.6m/min,Vf=26.5mm/min,ap=1.0mm,采用BC拉削油,自采用PCBN刀具加工后,与以往采用的各种硬质合金刀片加工相比,刀具平均耐用度为1200件,加工表面粗糙度为Ra0.4μm,阀座面摆差≤0.05mm。东风汽车公司发动机厂自1988年使用PCBN刀具后,其效果一直保持稳定,较好地解决了引进设备的刀具国产化问题。随着中国汽车制造业的高速发展,国内刀具行业也异常活跃,蓬勃发展,国内外的刀具公司都看中了中国这个大市场,国际上**的刀具和刀辅具公司及其产品几乎都进入了中国,如瑞典的Sadvik携旗下Coroman、Titex、Walter,等公司, 德国的Mapal、laitz、Guhring,以色列的Iscar、日本的OSG,大昭和等,美国的Valinite、Ingosoll,等。这些外国刀具公司在刚进入中国时,对中国超硬刀具市场的发展估计并不足,有的仅是委托中国代理商销售一部分刀具,售后服务等工作还未能有力跟上,逐渐地他们认识到这个市场的重要性,开始在中国设立办事处,并进而在中国进行直接销售,原来实行的单一代理方式也开始变化,近两年更有了新的本质的变化,很多国外刀具公司开始在中国设厂,直接在中国当地制造刀具、提供各种服务,如山高公司在上海设立了制造工厂,山特维克在廊坊设立了工厂,住友电气在天津设立了工厂,肯纳、欧士机等在上海都设有工厂,蓝帜公司**在南京新扩建了其工厂,增加了刀具制造和刃磨设备,格林公司在上海的具有珩磨刀具制造和修磨功能的工厂也即将正式开业。专门制造和修磨各种客户需求的特殊刀具,其特点是反应快,不管批量大小,且能及时到现场进行直接技术支持。另外以舒伯哈特公司为首的专业做超硬刀具的公司也同样在上海设立了生产工厂,专门进行超硬刀具如金刚石刀具和CBN刀具的加工和修磨工作,其业务量也很大,帮助不少客户解决了超硬刀具的修磨工作。高速铣削灰口铸铁 高速铣削灰铸铁时,一般粗加工当然可以使用K类硬质合金,精加工可用氦化硅陶瓷刀片。如在一个装有8块刀片的端铣刀上改用只装对称式的两片PCBN刀片,并将切削速度提高4倍,其结果是金属切除率相同,而切削力却下降3/4,刀具寿命与加工质量超过前者。 对珠光体铸铁与冷硬铸铁,也宜采用PCBN刀具进行高速加工,与其它刀具材料比较,可提高切削速度、延**具寿命、降低了表面粗糙度。在高速镗杆上采用成对镶片PCBN镗刀与单片镗刀相比,其平衡性好,从而增加了镗杆的刚性,在给定的进给量下,采用PCBN双刀片镗孔可获得高的金属切除率与表面质量。 目前国内已有较多的发动机制造厂,对气缸体的缸孔(或缸套)精加工已使用PCBN刀具。如上海大众和一汽集团的发动机厂,缸孔精镗均采用PCBN刀片并可自动补偿(υc=500m/min,f=0.2mm/r,ap=0.1mm)。所以加工出的缸孔精度高、尺寸稳定,而且生产效率高,刀具寿命长。 对于小孔镗削,虽可使用陶瓷或涂层刀片,但刀片应带有负前角,这将增加切削和排屑的阻力,易使细长镗杆产生振动。若用PCBN刀具进行高速镗削,其孔的表面质量好、生产效率高。对这类工件的孔加工宜采用CBN电镀铰刀。这种铰刀是以其硬度为42HRC的45号钢或9CrSi钢作为基体,具有前后导向和切削部分,其基体制造精度要高,设计要合理。如其铰刀的前导向部分直径要小于切削刃部分直径0.04mm,切削区的长度要大于工件孔深,后导向的长度要大于切削区长度,其直径应小于切削刃部直径0.02mm。为了在铰削中能用切削液冲洗切屑和冷却润滑加工表面,其铰刀基体上开有两条较深的螺旋槽。 如某厂加工淬火钢工件孔f12.06±0.05mm,硬度为45HRC,底孔尺寸为f12±0.01mm,要求孔的圆柱度为0.005mm,表面粗糙度为Ra0.2μm。采用一组五把的电镀CBN铰刀加工后,取得较好的经济效果。有的发动机制造厂采用金刚石或CBN电镀铰刀对气缸体的主轴承孔进行珩铰,代替原来的珩磨加工,使加工效率提高了数倍,且质量稳定。采用带正前角的PCBN刀具,选用适当的切削参数,即Vc=100m/min,f=0.05~0.2mm,ap=0.1~0.2mm,采用极压型乳化液或油冷却液,可加工奥氏体不锈钢(45HRC)、高温合金钢、高锰钢、高强度钢及高镍合金钢等材料,可获得较高的加工效率和表面质量。














