






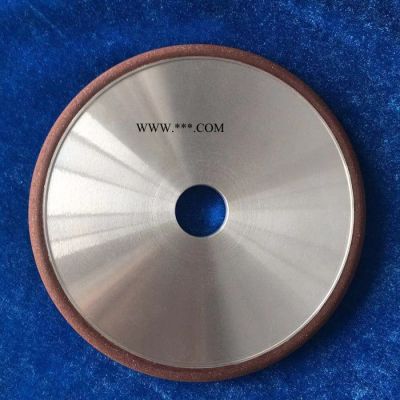








| 材质 | 金刚石 |
|---|---|
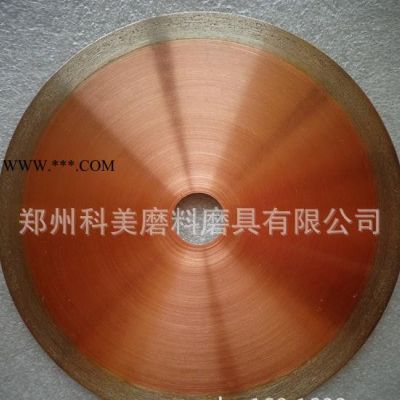
| 产地 | 河南 |
| 工艺 | 树脂 |
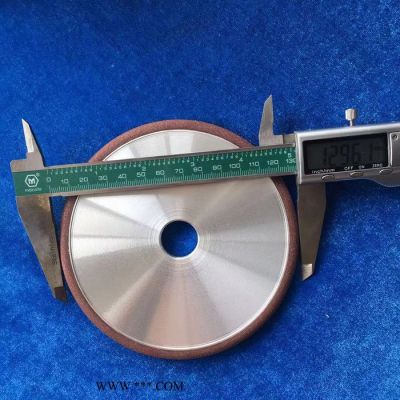
| 规格 | 100# |
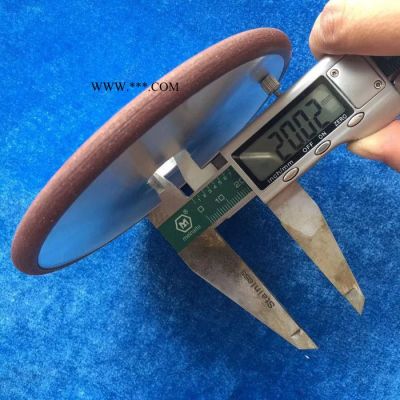
| 厚度 | 40/50/60 |
| 粒度 | 800目 |
| 适用范围 | 打磨合金钨钢 |
| 形状 | 异形 |
| 适用行业 | 金属加工 |
| 结合剂 | 树脂砂轮 |
| 发货期限 | 10天 |
| 品牌 | 科美 |
| 加工定制 | 是 |
磨削加工一般作为工件加工的终工序,其任务**是要保证产品零件能达到图纸上所要求的精度和表面质量。磨削表面粗糙度与零件精度有密切关系,一定的精度应有相应的表面粗糙度。一般情况下,对尺寸要进行有效的控制,则粗糙度Ra值应不超过尺寸公差的八分之一,磨削表面粗糙度对零件使用性能的影响是:表面粗糙度值越小,则零件的耐磨性,耐蚀性,耐疲劳性越好。反之则相反。
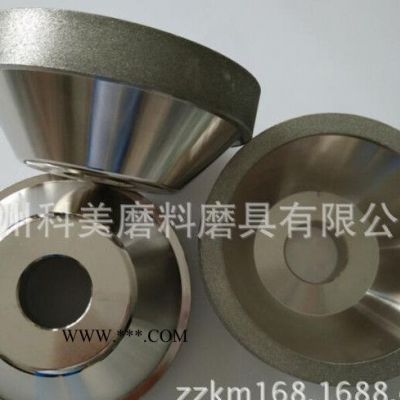
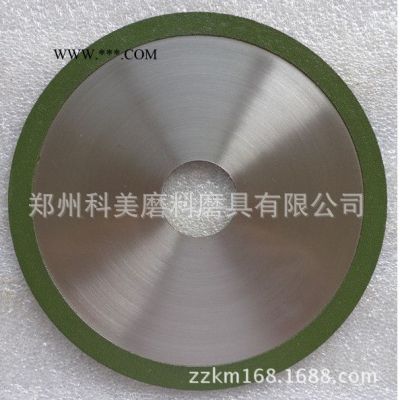
树脂圆弧合金砂轮( 钨钢专用高精度树脂砂轮) 树脂金刚石砂轮片批发 /精磨树脂砂轮, 高效率磨削砂轮13283803553

因此,在磨削加工中,必须注意降低表面粗糙度。影响磨削加工表面粗糙度的主要工艺因素中砂轮粒度对其有显著影响,砂轮粒度越细,同时参与磨削的磨粒**越多,则磨削表面粗糙度**越低。一般磨削时取46~80号粒度的砂轮,精磨时应选用150~240号粒度的砂轮,镜面磨削时应选用W10~W7粒度的树脂石墨砂轮,可获得较好的工件表面粗糙度。
近年来随着新技术的开发应用,高精度磨削技术的发展,使磨削尺寸达到0.1~0.3μm,表面粗糙度达到0.2~0.05μm,磨削表面变质层和残留应力均甚小,明显提高的加工质量。


")


金刚石切割片")



金刚石切割片")









