














| 材质 | 金刚石 |
|---|---|
| 产地 | 河南郑州 |
| 工艺 | 树脂 |
| 规格 | 100# |
| 厚度 | 10/20/30 |
| 粒度 | 325目 |
| 适用范围 | 打磨合金钨钢 |
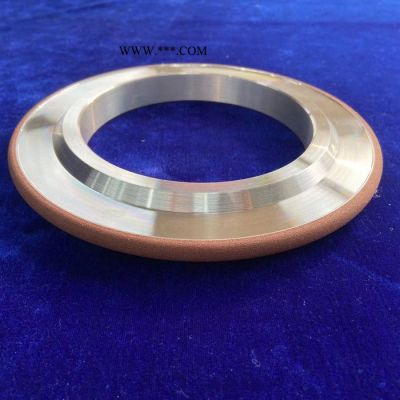
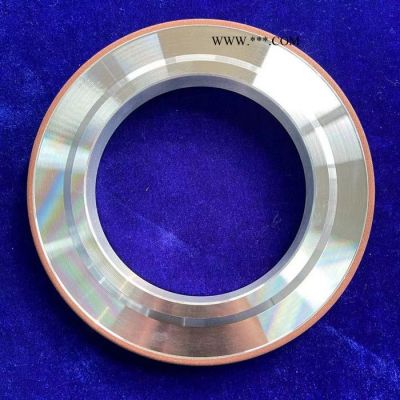
| 形状 | 平形砂轮 |
| 适用行业 | 金属加工 |
| 结合剂 | 树脂砂轮 |
| 发货期限 | 10天 |
| 品牌 | 科美 |
| 加工定制 | 是 |
咨询热线:15670627751
钢结硬质合金磨削加工时砂轮的选择
退火状态的钢结硬质合金可磨性与低碳钢相近,一般可采用刚玉砂轮进行磨削。
淬火状态的钢结硬质合金,采用树脂结合剂人造金刚石砂轮进行加工,可取得较为
满意的效果。例如,在M7120平面磨床上磨削GW50钢结硬质合金时,采用C6OLV砂轮
和GC6OLV砂轮磨削,其磨削比仅为3.26和4.95,而采用树脂结合剂人造金刚石砂轮
(D120B100)磨削,磨削比可达13.1,而且磨削区温度仅在200℃左右(用碳化硅砂轮时
约为700℃左右),磨削温度大大降低,有利于被加工表面状况的改善。
所以磨削淬火状态的钢结硬质合金时,建议采用镀镍人造金刚石树脂结合剂砂轮,
粒度应根据加工效率和光洁度要求来选择,一般多用F120~Fl50,浓度可采用
三、钢结硬质合金磨削加工时的磨削用量和磨削液
采用白刚玉砂轮磨削退火状态钢结硬质合金时,可用与加工低碳钢相同的工艺参数
和加工方法进行加工。采用树脂结合剂人造金刚石砂轮加工淬火状态钢结硬质合金时
采用镀镍人造金刚石树脂结合剂砂轮加工淬火状态钢结硬质合金时,建议用硼酸、
三乙醇胺水溶液(硼酸0.2%~0.7%,三乙醇胺0.2%~0.5%,水1%)作磨削液效果
较好。采用**、磷酸三钠、硼酸和三乙醇胺等多种电解质溶液和矿物油,也能取得;



")


金刚石切割片")



金刚石切割片")









