






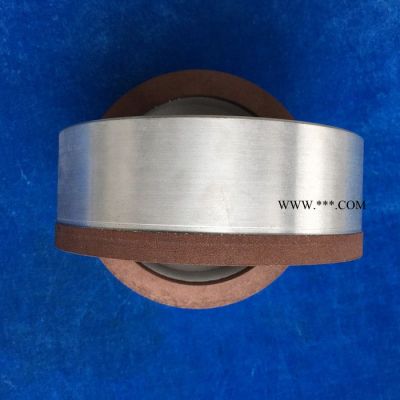

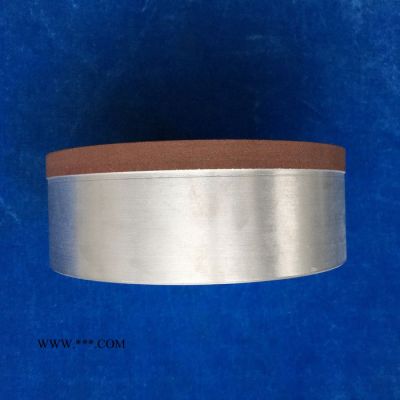




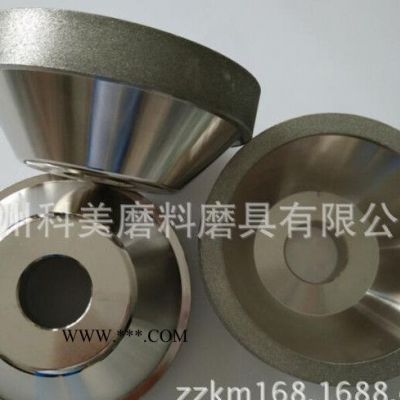
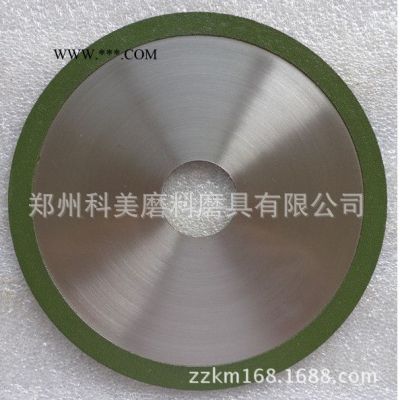
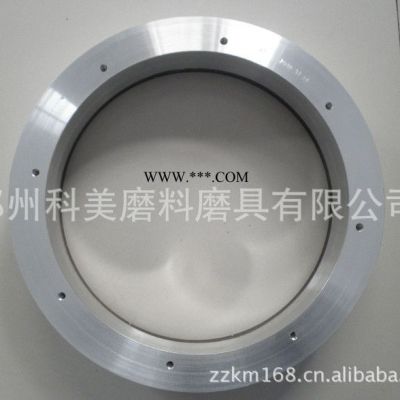
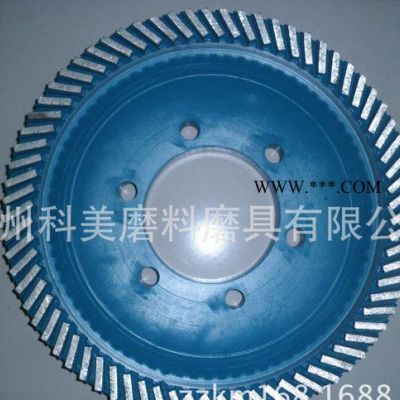




| 材质 | 金刚石 |
|---|---|
| 产地 | 河南郑州 |
| 工艺 | 烧结 |
| 规格 | 100# |
| 厚度 | 20/30/50 |
| 粒度 | 800目 |
| 适用范围 | 打磨钨钢 |
| 形状 | 平形砂轮 |
| 适用行业 | 钨钢 |
| 结合剂 | 树脂砂轮 |
| 发货期限 | 10天 |
| 品牌 | 科美 |
| 加工定制 | 是 |
科美 钨钢专用金刚石砂轮 Φ500外径金刚石砂轮 树脂SDC砂轮厂家 高浓度大规格尺寸砂轮 双面减轻砂轮13283803553
一般来说,当用磨具加工表面硬度很高的工件时,磨具工作表面的磨粒比较容易磨损变
钝,要求被磨钝的磨粒较快地自动脱落,以便露出新的锋利的磨粒,使磨削得以继续进行。所以磨具需要选用较软的硬度,以使磨粒容易从磨具表面脱落。反之,如果加工工件的表面硬度较低,磨粒不易变钝,这种情况下磨具中把持磨粒的结合剂**不必过早破裂,所以**要采用较硬的磨具,使磨粒一直保持工作到磨钝为止,然后才自动脱落,这样组成磨具的磨粒才能得到充分而有效的利用,达到经济效果。应该说明的是,如果被加工工件是导热性较差的材料,在磨削时容易产生裂纹和工件烧伤,应选用硬度较低的磨具。除了被加工工件的性能即内因对磨具硬度选择的影响,一些外因如磨削时的条件对磨具硬度选择也有一定的影响。磨削时接触面积大,磨粒的切削路程长,容易钝化,并且冷却条件差,磨削区温度较高,加工工件表面容易发生烧伤等变质层,从而引起加工表面质量下降,因此应选用较低的磨具硬度。粗加工要求磨削效率高,因此要选用较低的硬度,以保持磨粒锋利。加工工件表面精度要求较高,要求磨具形状保持性好,所以应选用较高的硬度。



")


金刚石切割片")



金刚石切割片")









