














| 材质 | 白刚玉 |
|---|---|
| 产地 | 河南 |
| 规格 | 200 |
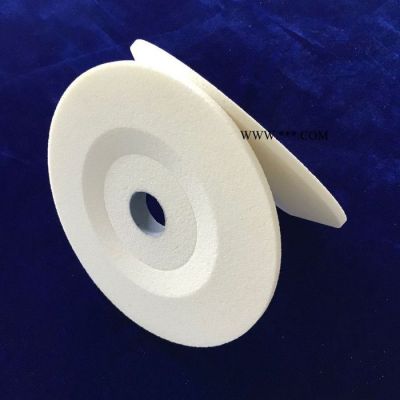
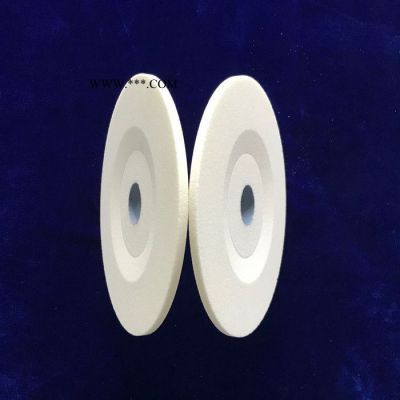
| 类型 | 平面磨砂轮 |
| 认证 | ISO9001 |
| 形状 | 碟形砂轮 |
| 执行质量标准 | 国标 |
| 结合剂 | 陶瓷砂轮 |
| 品牌 | 科美 |
| 型号 | KM |
| 加工定制 | 是 |
河南砂轮Φ200/Φ250 单斜边砂轮 高速钢、高碳钢、合金钢 发热量小 适合各种刀具研磨 粗磨F60
15670627751
平面磨削时常见的缺陷有:表面产生波纹、表面烧伤及表面几何形状误差。现将其
其产生的主要原因是砂轮轴轴承间隙太大、砂轮不平衡、磨头电机不平衡等。磨削
时产生振动,引起表面波纹。其次是工作台纵向进给量小时产生爬行。为此,应适当调
整轴承间隙,平衡砂轮及电机,排除液压系统中的空气。
产生表面烧伤的主要原因是磨削用量大,砂轮硬度高,粒度细,尤其是端面磨削时砂
轮与工件接触面积大,散热及冷却条件差等造成的。如发现表面有烧伤现象**应该减
牛磨削深度,合理选择砂轮,端面磨削时使用开槽砂轮并供给充分的冷却液等办法降低
平面磨削中产生的主要是加工表面间的相互位置误差,如不平行度、不垂直度等。
主要原因是工件定位不准、机床导轨磨损等。为此工件在安装时要仔细找正,及时检修;



")


金刚石切割片")



金刚石切割片")