















| 粒度 | 36目、46目、300目、600目、1200目、2000目、、、多种供选 |
|---|---|
| 工艺 | 烧结 |
| 硬度 | K、L、M、Y、、、多种供选 |
| 外径 | 50、75、100、200、300、500、800、1000、1200、1500、、、 |
| 厚度 | 5、10、15、20、25、30、、80、100、150、300、500、800、、、 |
| 适用范围 | 主要用于磨削余量很小的或尺寸已到位的超精磨,抛光,镜面磨工序,光洁度可达Ra 0.04-0.01 |
| 圆度< | 多种供选 |
| 是否进口 | 否 |
| 订货号 | KM-2019-10-29-321 |
| 孔径 | 15、20、22、32、37、125、300、500、800、1000、、、 |
| 最高转速 | 多种供选 |
| 安装螺纹 | 多种供选 |
| 圆柱度< | 多种供选 |
| 货号 | KM-3456 |
| 材质 | 石磨 |
| 产地 | 郑州 |
| 规格 | 200*75*125、、300*50*125、、多种供选,600*50*305 |
| 类型 | 外圆磨砂轮 |
| 形状 | 平形砂轮 |
| 结合剂 | 特殊结合剂 |
| 品牌 | 科美 |
| 型号 | 200*75*125、、300*50*125、、多种供选 |
| 加工定制 | 是 |
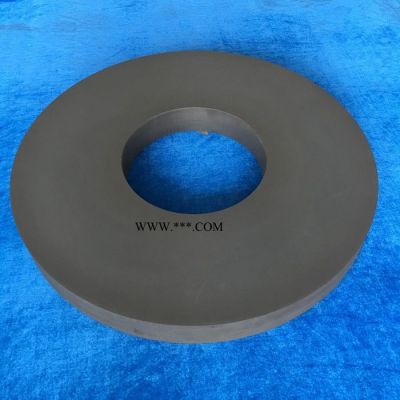
石墨砂轮钢辊镜面抛光砂轮不锈钢镜面抛光树脂石墨微粉砂轮定制

镜面磨削
磨削加工的工件表面粗糙度(R)在0.1~0.5um、表面光泽如镜面的磨削方法,称
为镜面磨削。
镜面磨削原理
镜面磨削是利用砂轮上等高微刃进行精密加工。大量微刃同时参加磨削,形成光滑表面。这是形成镜面的首要因素。其次是微刃在切除切屑后,由于磨损而变钝,在工件表面上产生摩擦、挤压、压光和抛光作用,这是形成镜面的第二个因素。
第三个因素是进行无火花磨削。镜面形成过程是反复进行无火花磨削除去加工表
面上切削残留余量的过程。镜面表面层组织和硬度分布可分为四层,镜面磨削表面为0.2~0.3nm的厚度。
第二层为氧化物、氮化物、金属组成的松软变质层。厚度为0.2~3nm。第三层为金属及在灼热的高温下分解的自由渗碳体,厚度为500nm左右。第四层为未变形金属基体。镜面特性可用电子显微镜、电子衍射等手段来观察研究。
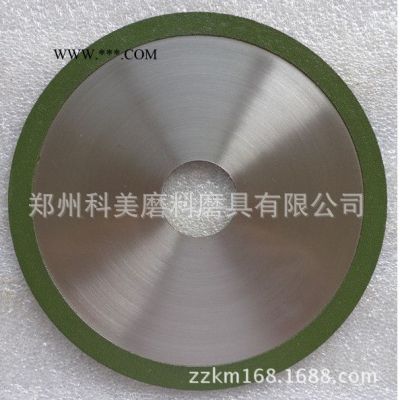
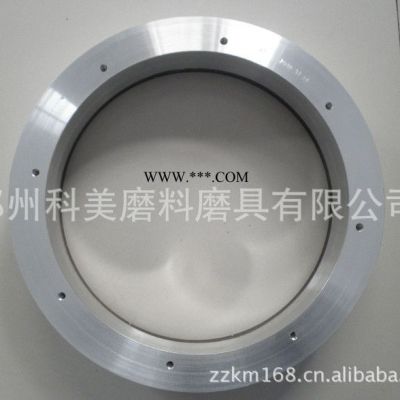
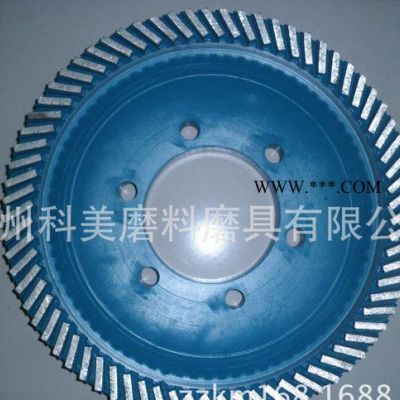
石墨砂轮主要用于磨削余量很小的或尺寸已到位的超精磨,抛光,镜面磨工序,光洁度可达Ra 0.04-0.01,此种砂轮所磨工件光洁度高,可达到镜面效果。我公司生产有普通外圆磨石墨砂轮,平面磨石墨砂轮,石墨导电砂轮,无心磨石墨砂轮,磨轧辊石墨砂轮,杯形石墨砂轮等一些异型石墨砂轮,并提供使用技术服务,欢迎各大厂家前来试样,订单.
规格不同价格不同


")


金刚石切割片")



金刚石切割片")